Surface Finish Per Balloon: Why Ra, Lay, and Machining Allowance Belong on Every Characteristic
A supplier quality engineer pulled an extracted feature list off a vendor's drawing platform last month and brought it to a review with a question that sounded simple. The print called for Ra 0.8 on the bore, Ra 1.6 on two of the four faces, and a 32 microinch finish callout sitting alongside a position tolerance on a counterbore. The extracted output had a single line at the bottom of the report: "Surface finish, see drawing notes."
That is the gap. The drawing carried structured surface finish information, balloon by balloon, with different requirements on different features. The extraction flattened it into a notes block. The inspection plan written off that report had no way to know that the bore needs a profilometer trace at one Ra and the seal face needs a different Ra at a different lay direction. The shop floor figured it out the way they always do, by calling the engineer, and the inspection plan went into the package incomplete.
Per balloon surface finish extraction sounds like a pedantic upgrade. It is not. It is the difference between an extraction that produces an inspection plan you can hand to a CMM programmer and one that produces a list of dimensions with a footnote.
What a Surface Finish Callout Actually Carries
Surface finish callouts on a drawing are governed by ASME Y14.36M-2018 in the US and ISO 1302:2002 in most of the rest of the world. Both standards treat the callout as a structured symbol, not a text note. A complete callout can carry:
- Roughness average value (Ra), expressed in micrometers under ISO or microinches under ASME, with an upper limit, an optional lower limit, and a measurement length.
- Alternate roughness parameters (Rz, Rmax, Rt) when the design intent is peak to valley control rather than average roughness.
- Lay direction symbol indicating the orientation of the dominant tool marks: parallel to the edge, perpendicular to the edge, crossed at an angle, multidirectional, circular, or radial.
- Material removal requirement: removal required (machined surface), removal prohibited (as cast or forged), or removal optional.
- Machining allowance when the callout applies to a stock surface that will be finished to size in a downstream operation.
- Manufacturing process notation when a specific process is required (grind, hone, lap, EDM, plate then grind).
- Sampling length and cutoff when standard defaults are not appropriate.
Treat that as a flat string and you lose every piece of information that drives the measurement method. Treat it as structured data and the inspection plan writes itself.
The Notes Block Anti Pattern
Most drawing extraction tools handle surface finish one of two ways. Either they pull the title block roughness symbol, treat it as global, and ignore the per balloon callouts. Or they extract every roughness symbol on the page as a list of strings, dump them in a notes section, and let the user figure out which one applies to which feature.
Both patterns fail the same way. Real production drawings have a default surface finish in the title block (often something like "All surfaces 3.2 Ra unless otherwise noted") and a handful of features that override it. The bore that mates to a precision bearing needs Ra 0.4 with a circumferential lay. The sealing face needs Ra 0.8 with a perpendicular lay. The cosmetic outside diameter is whatever the title block says.
If your extraction does not bind each surface finish callout to a balloon, you cannot:
- Build a control plan that lists the right measurement method for each characteristic.
- Pick the right gauge. A profilometer with the wrong cutoff will give you a number that passes Ra acceptance but misses the actual surface condition the design needs.
- Write a CMM program that touches the right surface in the right orientation.
- Submit a clean PPAP with surface finish results that match the drawing balloon by balloon.
The notes block is where surface finish goes to die. The balloon is where it has to live.
What Per Balloon Surface Finish Extraction Looks Like
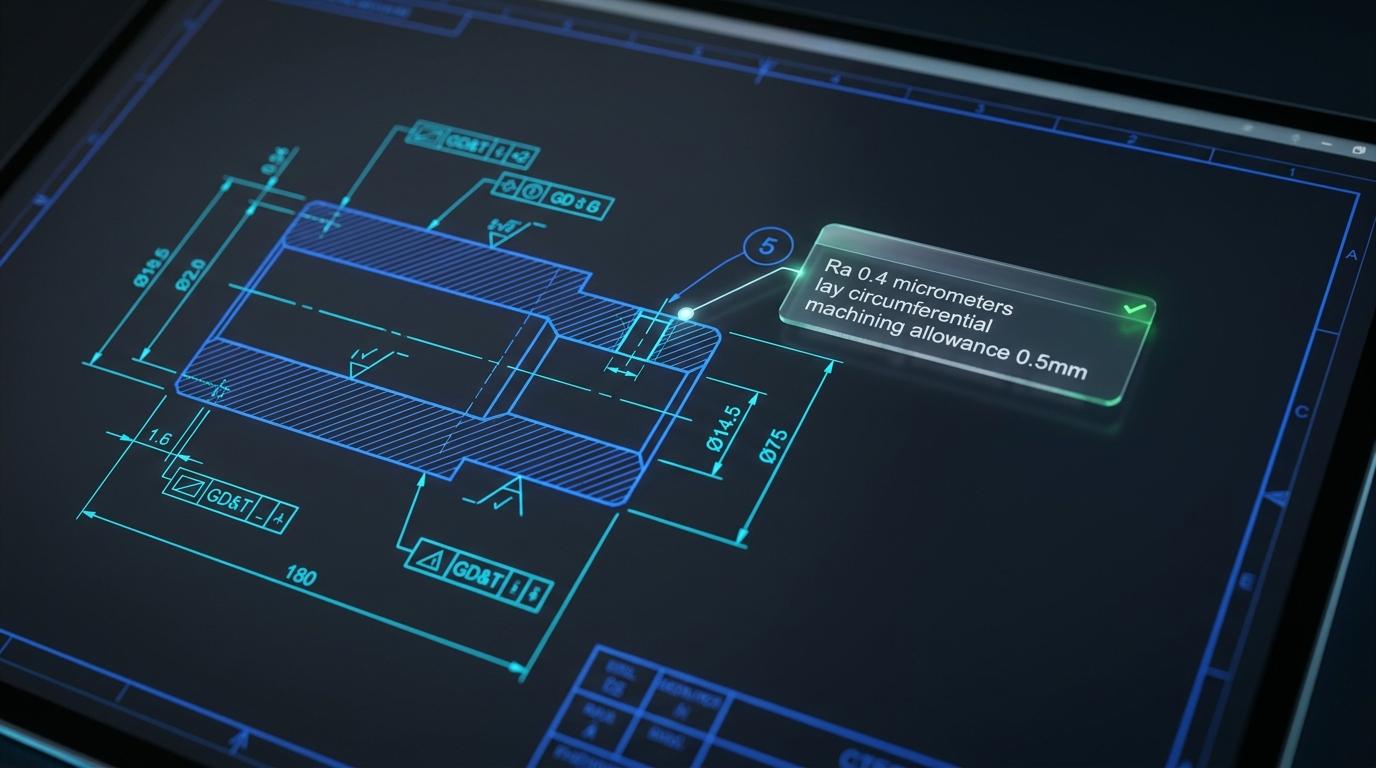
When the extraction binds a surface finish callout to its balloon, every other downstream document gets cleaner. Consider a characteristic that comes out structured:
Balloon 14
Feature: Bore, diameter 12.500 +0.013/-0.000
Surface finish:
Parameter: Ra
Upper limit: 0.4 µm
Sampling length: 0.8 mm
Lay: circumferential
Material removal: required
Machining allowance: 0.5 mm on diameter
GD&T: Position diameter 0.05 MMC to A primary, B secondary, C tertiary
That is enough information to populate an inspection method automatically. Ra at 0.4 with a circumferential lay points to a stylus profilometer with the trace perpendicular to the lay direction, at a cutoff that suits the sampling length. The machining allowance feeds the process flow as a downstream finish operation. The GD&T tells the CMM programmer the datum reference frame and the tolerance zone. None of that requires the engineer to read the drawing again to write the inspection plan.
Compare that to the same characteristic flattened into:
Balloon 14
Feature: Bore, diameter 12.500
Surface finish: see notes
GD&T: see drawing
Same drawing. Same balloon. Two different inspection plans, one of which the CMM programmer can run from and one of which sends them back to the engineer.
Where GD&T and Weld Symbols Fit
Surface finish per balloon is one of three callout types that live or die at the same level of extraction discipline. The other two are GD&T feature control frames and weld symbols.
GD&T is where structured extraction has the longest history. A position callout with three datum references and material condition modifiers has to be parsed into its components, not flattened into "position 0.05 MMC A B C." The 14 geometric characteristic types each carry different rules about how the tolerance zone is interpreted, and each datum reference can carry its own material condition. An extraction that loses any of those pieces produces an inspection plan that does not match the design intent. The bar to clear is parsing every feature control frame into a structured record with the geometric characteristic, tolerance value, zone shape, modifiers, datum stack, and any composite or multi single segment structure intact. Blueprint Intelligence treats GD&T this way by default, with each feature control frame parsed into its components rather than carried as a string.
Weld symbols are the newer one. Welding callouts under AWS A2.4 or ISO 2553 are not dimensions. They have a reference line, an arrow side requirement, an other side requirement, weld type, leg size or throat thickness, weld all around, field weld, contour, finish, and an optional tail with a process specification. A weld is a feature with its own characteristic profile and its own measurement plan. The right way to handle it is as its own balloon type, not as a footnote on the dimensional table. The leg size lives in a structured field. The weld all around flag is a boolean. The contour and finish controls map directly to the post weld inspection plan.
When the extraction handles GD&T as structured frames, weld symbols as their own balloon type, and surface finish as per balloon attributes, the output of the extraction is no longer a list of dimensions with footnotes. It is a feature list that can drive the rest of the quality workflow.
What This Changes for the Inspection Plan and Control Plan
Per balloon surface finish extraction does not just clean up the extraction report. It cascades into every document downstream.
Inspection plan. Each balloon already carries the parameter (Ra or Rz), the limit value, the sampling length, and the lay direction. The inspection method field populates from the parameter and limit. The gauge selection narrows by parameter and resolution. The instruction to the inspector includes the trace direction, which is the field most often missed when the surface finish lives in the notes.
Control plan. The control plan column for measurement method takes the same data. The reaction plan can reference whether material removal was required versus prohibited, which matters when a casting or forging feature reports below the prohibited removal callout. The frequency and sample size columns do not change, but they reference the right characteristic instead of a generic "surface finish" line.
PFMEA. A surface finish severity rating that lives at the balloon level can be linked back to the failure mode it controls. A bearing bore Ra failure mode has a different severity, occurrence, and detection profile than a cosmetic OD finish. Lumping them together inflates risk priority numbers on the cosmetic features and dilutes them on the functional ones.
PPAP. The dimensional results form references the balloon. The surface finish results, traditionally relegated to a separate sheet or a comment, can be reported balloon by balloon alongside the dimensional results. The Package module handles this kind of submission as a single connected report rather than as a dimensional sheet plus a surface finish appendix that has to be reconciled by hand.
What to Look For in a Drawing Extraction Tool
If you are evaluating drawing extraction software for production use, the surface finish handling is a useful proxy for whether the rest of the extraction will hold up.
Ask for an extraction report from a real drawing with mixed surface finish callouts. Look for:
- One surface finish record per balloon that has a callout, not one combined notes section.
- Parameter typed correctly as Ra or Rz or Rmax, not as a string.
- Limit values in numeric form with units, not as a quoted text snippet.
- Lay direction captured as a structured field, not embedded in free text.
- Material removal status distinguishing required, prohibited, and optional.
- Machining allowance pulled into its own field when present.
- Title block default surface finish captured separately and applied only where no per balloon callout overrides it.
If the report comes back with surface finish in a notes block, with mixed Ra and Rz values smashed into the same field, or with the lay direction missing, the extraction is not ready to drive an inspection plan. Either the engineer has to fill in the gaps by hand, which makes the extraction a transcription tool, or the inspection plan ships with the gaps and the shop floor finds them.
The Underlying Point
Drawing extraction is only as useful as the inspection plan it produces. A list of dimensions is not an inspection plan. A list of features with structured tolerances, structured GD&T, structured weld characteristics, and structured surface finish per balloon is the input that makes everything downstream work without the engineer rewriting the drawing into a spreadsheet.
The shop floor has been compensating for incomplete extractions for as long as drawing software has existed. Sandpaper and a contact gauge can cover for a missing surface finish callout once. They cannot cover for it across a production run with a customer audit on the calendar.
The fix is not more notes. The fix is the extraction holding the structure that the drawing carries, balloon by balloon, callout by callout, the way ASME Y14.36 and ISO 1302 lay it out.
Blueprint Intelligence extracts surface finish per balloon, weld symbols as their own balloon type, and GD&T feature control frames as fully parsed structured records. The output drops into the Package module for PPAP submission with the same balloon numbering carried end to end. Start free, no credit card required.
About the Author
Daniel Crouse is the founder of QualityEngineer.ai. 15+ years in supplier quality, PPAP, and manufacturing systems. Built QualityEngineer.ai because quality engineers deserve better tools than Excel. Connect on LinkedIn.